用plc改造机床电气系统,可以大大简化电气线路。其设计方法是所有电气元件直接与PLC的输入输出端口相连,元件之间的连接关系和各线圈的状态由逻辑程序决定。元件之间没有直接串联或并联,电路简单,逻辑关系由程序确定,易于维护和设计。
1.电气元件和PLC之间的硬件连接电气元件与PLC的连接主要是连接所有的开关、按钮、继电器触点、接触器辅助触点等。控制电路所需的PLC的输入端口,并确定每个接点对应的端口号。通常,只需要一个输入端口来连接一个组件的多个触点。继电器线圈、接触器线圈、电磁阀线圈、指示灯、照明灯等耗能元件。连接到输出端口,然后建立输入和输出端口分配表。每个端口号都将是逻辑程序逻辑运算的重要逻辑量。
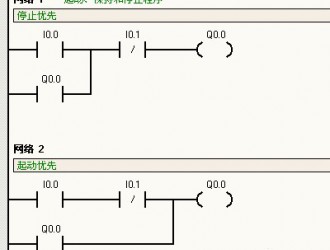
2.逻辑编程每个部件与PLC的端口连接后,需要编写一个逻辑程序来确定每个输出端口上电和断电的逻辑条件,从而控制每个输出端口对应的耗能部件的状态。逻辑的编程应根据机床的控制要求和原继电器控制电路中的逻辑关系。PLC在运行时,可以采集各个输入端口的状态,根据建立的逻辑程序进行逻辑运算,然后控制各个输出端口,使与输出端口相连的线圈通电或断电,从而控制电机、液压系统等电气元件的运行,即通过开发逻辑程序来代替原来元件之间的串并联。
上述方法可以满足机床所要求的控制要求。结合PLC的功能特点,可以考虑在现有元件的基础上编写逻辑程序或根据需要增加少量元件来实现机床的故障自诊断,这对于提高机床的可靠性、高效性和易维护性,避免进一步事故的发生是非常有利的。