1分析控制系统的控制要求
熟悉被控对象的工艺要求,确定必须完成的动作和动作完成的顺序,总结顺序功能图。
1.2选择合适的类型
根据生产工艺要求,确定I/O点的数量和类型(数字量、模拟量等。),并列出I/O点。估计内存容量,留有适当的余量。根据经验,对于一般的开关控制系统,用户程序所需的内存容量等于I/O总数乘以8;对于只有模拟输入的控制系统,每个模拟需要100个存储字;对于既有模拟输入又有模拟输出的控制系统,每个模拟需要200个存储字。在确定型号时,还需要考虑PLC厂商的产品、售后服务、技术支持、网络通讯等综合情况。,并选择性价比较好的PLC型号。
1.3硬件设计
根据所选的PLC产品,了解其性能。根据随机提供的数据,结合实际需求,并考虑软件编程,设计了外部电路,绘制了电气控制系统的原理图。
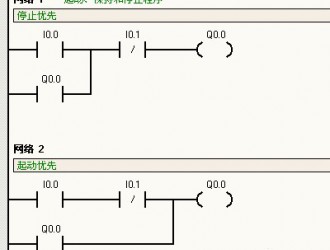
(1)软件设计的主要任务是根据控制系统的要求,将顺序功能图转换成梯形图。最好列出软件组件(如内部继电器、定时器、计数器等。)在程序设计中使用,并注明用途,以便于程序设计、调试、系统运行、维护和检修。
②模拟调试。将设计好的程序下载到PLC的主机上。测试信号由外部信号源添加,输入信号可通过按钮或小开关模拟,负载可通过指示灯模拟。通过各种指示灯的亮暗,了解程序的运行情况,观察输入/输出和逻辑状态的变化关系是否符合设计要求,及时修改和调整程序,直至符合设计要求。1.5现场调试:在模拟调试通过的前提下,将PLC与现场设备连接。调试前应对整个PLC控制系统进行全面检查,包括电源、接地线、设备连接线、I/O连接线等。只有整个硬件连接正确,才能送电。将PLC的工作模式设置为“运行”。反复调试,排除可能出现的问题。试运行一定时间,系统运行正常后,可将程序固化在具有长期记忆功能的内存中进行备份。